

Hogyan készülnek a gumi rugalmas kötések, és milyen folyamatokon mennek keresztül?
A gumi rugalmas kötések készítése nem könnyű feladat. Számos feldolgozási eljáráson kell keresztülmenni, hogy befejeződjön. A rugalmas gumicsuklók gumiból és más anyagokból készült eszközök, amelyek hatékonyan csökkentik az ütéseket és a zajt. Erős ütéselnyelő képességgel és jelentős zajcsökkentő hatással rendelkeznek. A rugalmas gumikötések mindenhol használhatók, ahol ütéselnyelésre van szükség. Tehát milyen feldolgozási eljárások vesznek részt a gumi rugalmas kötések gyártásában és alakításában? Most pedig ismerjük meg egymást együtt.
1. Gumikeverés
A gumi flexibilis hézagkeverék előállítása megegyezik a közönséges gumitermékkeverékével. Először is, a nyers gumit teljesen lágyítani kell, hogy megfelelő plaszticitású és egyenletes legyen. A lágyítási idő növekedésével a gumi veszteségi együtthatója csökken, és csökken az amplitúdótól való függése. A keverés során a kulcs az, hogy a keverőanyagok egyenletesen oszlanak el. Ha a gumikeveréket nem egyenletesen keverjük össze, az ingadozásokat okoz a lengéscsillapító merevségében. A gumi belsejében lévő egyenetlen keménység miatt feszültségkoncentráció lép fel, ezáltal lerövidül a lengéscsillapító élettartama.
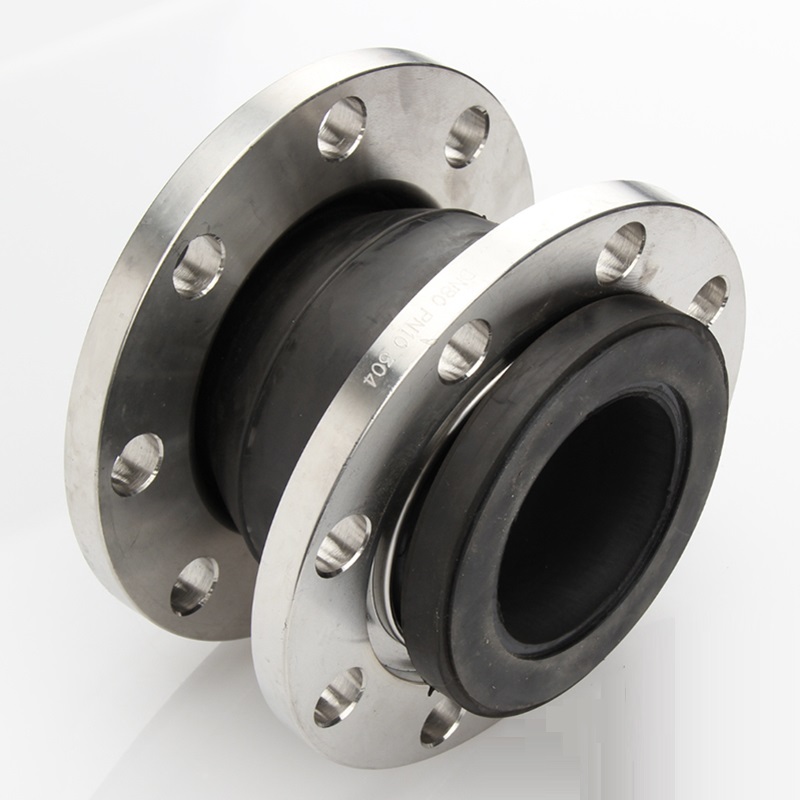
2. Fém alkatrészek felületkezelése és ragasztása
A rugalmas gumikötések túlnyomó többsége fém alkatrészeket tartalmaz. Mielőtt a fém alkatrészeket gumival kombinálják, felületüket kezelni kell; ellenkező esetben ez befolyásolja a kötési szilárdságukat. Számos felületkezelési módszer létezik a fém alkatrészekre. Az általánosan használt homokfúvás, majd oldószeres tisztítás, szárítás, majd ragasztó felhordása következik. A jelenleg általánosan használt ragasztó a chemlok, amely nagyon megbízható kötési szilárdsággal rendelkezik.
3. Szulfálás
A rugalmas gumikötések általános vulkanizálási módszerei közé tartozik a kompressziós vulkanizálás, az öntőforma transzfer vulkanizálás és az injekciós vulkanizálás. A szokásos kompressziós vulkanizálási eljárás és berendezés viszonylag egyszerű. A hő a felső és az alsó nyomásfelületről a fémformába és a gumiba kerül. Ez a módszer különösen alkalmas nagy vastag falú termékekhez.
Az öntőforma-transzfer vulkanizálási módszer a prés nyomását használja a gumi fém öntőüregbe való befecskendezésére, amely magas fröccsöntési hatékonysággal rendelkezik. Az elején és végén lévő gumi befecskendező lyukak a formaüregbe fecskendeznek. A súrlódási erő hatására a gumi hőmérséklete megemelkedik. Ezenkívül a gumit az elejétől a végéig előmelegítik a fröccsöntés előtt. Ezért az öntőforma átviteli módszerrel csökkenthető a vulkanizálási idő.
A komplex gumi lengéscsillapító késztermékek fröccsöntéssel vulkanizálhatók. Mivel a fröccsöntőgép szerves részét képezi a fröccsöntő rész, valamint a fűtő- és nyomástartó része, a gumit szalag vagy lap formájában helyezik a dugattyúba, majd teljes előmelegítés után nagy nyomással a fém formaüregbe fecskendezik.
Az alapanyagokból kiindulva szigorú minőségellenőrzést hajtanak végre. A gyárba való belépés előtt minden egyes nyersanyag tételt laboratóriumi technikusok ellenőriznek és minősítenek. Egyes gumiadagoló személyzet a kívánt arányban keveri össze az anyagokat. Az adagolás befejezése után a gumikeverő műhelybe kerül, és a gumikeverővel szintetikus gumilapokká préselik. Az ellenőrzésen való átesés után a szintetikus gumi lapokat a lengéscsillapító tömlővágó műhelybe küldik, ahol a személyzet különböző modellekre és méretekre vágja azokat. A vakolás befejezése után az alakítási folyamatot elvégezzük. Miután minden lengéscsillapító tömlő formát megvizsgáltak és minősítettek, elküldik a vulkanizáló műhelybe, ahol a személyzet elhelyezi a formát. Helyezze a formát a vulkanizáló gépbe. A vulkanizáló gép jól megnyomja a formát. Ekkor a vulkanizálógépet állandó 180 fokos hőmérsékletre állítjuk be, és a vulkanizálást 40 percig végezzük. 40 perc elteltével távolítsa el a vulkanizált lengéscsillapítót a formából, és ellenőrizze a lengéscsillapító vulkanizálásának integritását. Vágja le a vulkanizált lengéscsillapítók széleit, és vágás után helyezze a félkész felvonóba. A felvonó belsejében lévő félkész lengéscsillapító tömlők a karima összeszerelő műhelybe kerülnek, ahol a lengéscsillapító tömlők karimáit és a félkész lengéscsillapító tömlőket késztermékké szerelik össze a személyzet. A minőségellenőrzési részleg munkatársai véletlenszerűen mintát vesznek és tesztelik a kész lengéscsillapítók nyomását. A nyomáspróbán átmenő lengéscsillapítók csomagolva vannak. A becsomagolt kész lengéscsillapítók a raktárban kerülnek elhelyezésre, és várják, hogy a szállítmányozáshoz berakodjanak a járművekbe.
Megjegyzés: A vulkanizálás során a vulkanizálási időt és hőmérsékletet szigorúan ellenőrizni kell. Általánosságban elmondható, hogy a gumi térhálósodási foka növekszik a fény hozzáadásával, míg a gumi modulusa és a gumi fogyasztási együtthatója csökken. Ezért a gumi rugalmas kötések vulkanizálásának alaposnak kell lennie. Mind az alul-, mind a túlvulkanizálás a késztermék teljesítményének csökkenését okozza.
Kapcsolódó hírek
- Hogyan működik a szennyvízcső?
- Hogyan javítja az U-PVC cső a modern csőrendszereket?
- Miért válasszon UPVC csövek és HDPE csövek között?
- Miért még mindig a gömbgrafitos öntöttvas cső a biztonságos választás a hosszú élettartamú vízhálózatokhoz?
- Mely csővezeték-szerelő gépek és eszközök segítenek gyorsabb, biztonságosabb és jövedelmezőbb projektek megvalósításában?
- Főbb szempontok a gömbgrafitos öntöttvas csövek minőségellenőrzéséhez
Hagyj üzenetet











